- Statistics
- Feb 08
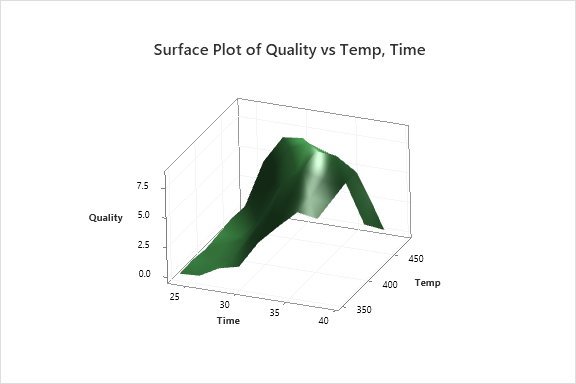
How Statistics Applications can add value to the Industrial Manufacturing?


Related Posts

Is your Sample Size enough for doing the Analysis?
I guess this is an important question we should ask ourselves before doing any kind of analysis. We should…
- Jul 06
Recent Comments